Гибка листового металла
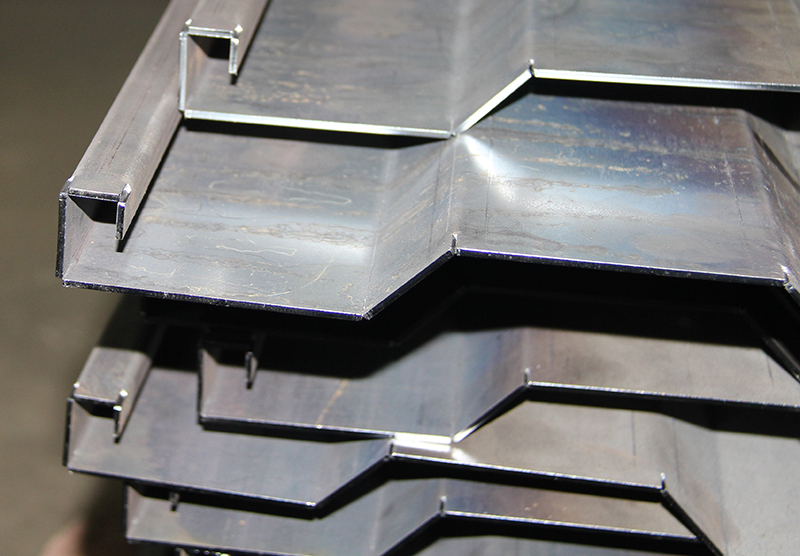
Гибка листового металла — одна из самых распространенных операций металлообработки. Она отличается малой энергоемкостью и позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров. Основное преимущество гибки листового металла – отсутствие шва. Не секрет, что сварной шов – самое уязвимое по прочности место детали.
Характеристики гибочных прессов:
- 8 осей.
- Усилие пресса – 480 т.
- Толщина обрабатываемых заготовок от 0.5 до 30 мм.
- Длина гиба – до 6000 мм.
- Высокая точность гибки металла
- Система ЧПУ
- Система компенсации гиба
- Станина повышенной жесткости

| Толщина, мм | Длина гиба до 500мм, р/гиб | Длина гиба до 1000мм, р/гиб | Длина гиба до 2000мм, р/гиб | Длина гиба до 3000мм, р/гиб | Длина гиба свыше 3000мм, р/гиб |
|---|---|---|---|---|---|
| Цены на услуги гибки представляют собой ознакомительный характер, окончательная цена зависит от сложности контура гиба, количества деталей и их повторяемости. Для более точной оценки стоимости заказа вам стоит связаться с нами любым удобным для вас способом: по телефону 8 800 707 11 20, электронной почте Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript. или заполните форму на сайте | |||||
| до 3,0 | от 5 | от 10 | от 25 | от 50 | производится индивидуально |
| 4,0-6,0 | от 10 | от 20 | от 50 | от 100 | |
| 8,0-10,0 | от 20 | от 50 | от 75 | от 150 | |
| свыше 12,0 | производится индивидуально | ||||
Особенности процесса гибки листового металла
Гибку листового металла сочетают с прочими операциями – резка металла лазером на станке с ЧПУ
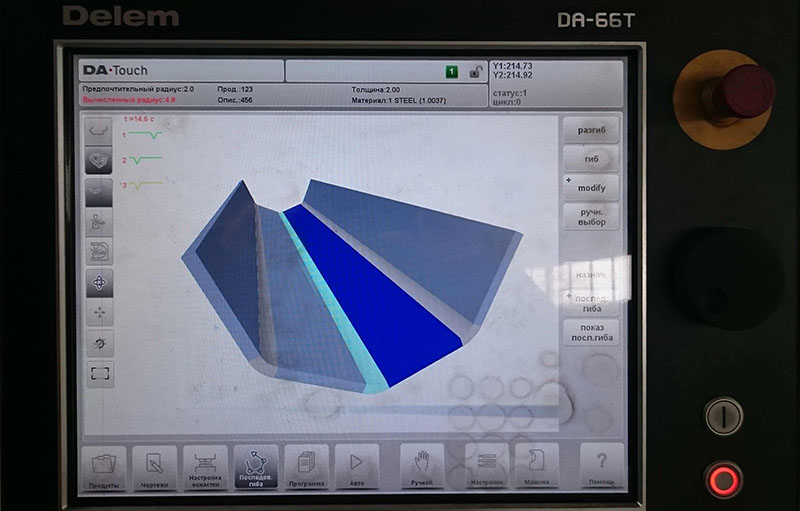
На нашем предприятии в качестве гибочного оборудования используются горизонтальные гидропрессы
Современный листогибочный пресс, под управлением компьютера, обеспечивает высокоточную гибку любых по сложности деталей.
Возможности нашего оборудования позволяют производить гибку металла до 30мм и габаритными размерами до 6000мм
Программируемые упоры обеспечивают надежное закрепление детали любой формы в необходимом для проведения гиба положении.
Гидравлический привод рабочего инструмента обеспечивает исключительную точность хода и необходимое усилие. Максимальная автоматизация процесса обеспечивает минимальные временные затраты и высокую производительность.
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- гибка листового металла 1800
В процессе гибки металлопрокат может получить следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.




Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Подбирается технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для гибки по размерам, приведенным на чертеже готовой детали.
Этап выполняют по следующим позициям:
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Гибке подлежат все стали и сплавы допустимой толщины. Исключения составляют хрупкие металлы. Часто листогибочный пресс используется в паре со станком для лазерной резки – сначала вырезается развертка детали, а затем производится гибка вырезанных заготовок.
На нашем производстве установлены гибочные пресса фирмы AMADA.
Листогибочные пресса оснащены системой ЧПУ и имеют 8 осей подвижности.
Листогибочные работы проводятся при минимальном участии человека.
Это исключает человеческий фактор и гарантирует высокую точность получаемых изделий.
Стоимость работ рассчитывается индивидуально к каждому заказу. Все возникающие вопросы Вы можете уточнить по телефонам:
+7 (3412) 470-090 специалист по услугам лазерной резки



С уважением и надеждой на взаимовыгодное сотрудничество,
руководство и коллектив предприятия